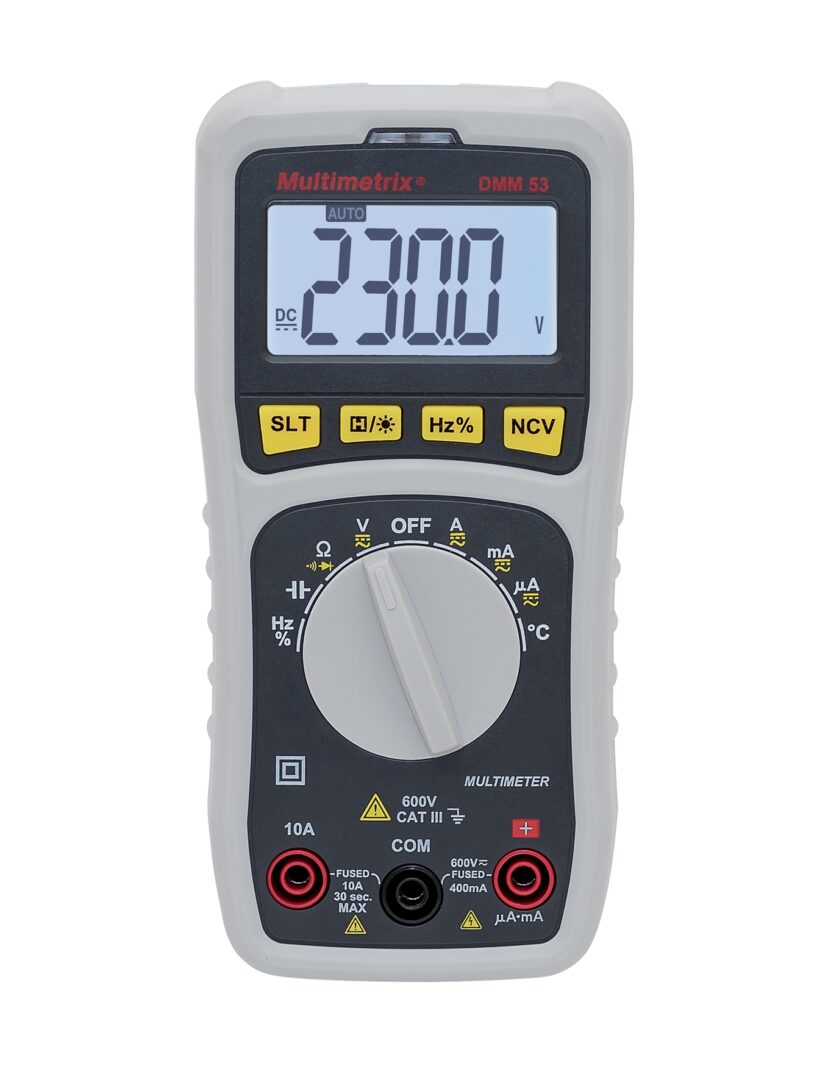
# Afficheur numérique 4 000 points rétroéclairé, fonction lampe torche
# Extinction automatique débrayable, sélection automatique des calibres (Autorange)
# Agrément : 600 V CAT III (protection par une double isolation)
# Pince CM63 : diamètre d’enserrage de 26 mm
# Gammes : 4 à 600 V AC et DC, 40 à 600 A AC
# Mesures de résistances (400 Ω à 40 MΩ), du rapport cyclique, test de diode et de continuité
# Multimètre DMM53 : gammes de 400 mV à 600 V DC ou 4 à 600 V AC, et de 400 µA à 10 A AC et DC
# Mesures de résistances (400 Ω à 40 MΩ), de capacité, de température, de rapport cyclique, test de diode et de continuité, détection de présence de tension sans contact (NCV)
Multimetrix