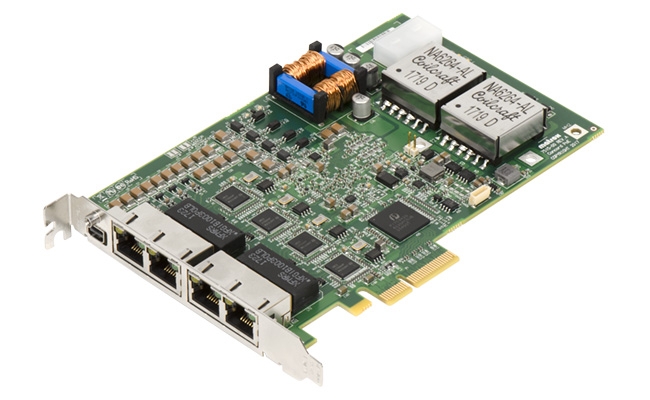
# Interface hôte : PCI Express (PCIe) 2.1
# 2 ou 4 ports Gigabit Ethernet (RJ45)
# Débit : 10/100/1000 Mbit/s
# Protocole : Gigabit Ethernet Vision
# 1 câble Cat 5e/6 par caméra
# Contrôleur : Intel Ethernet Controller I210-IT
# Dimensions : 167,65 x 111,15 x 18,7 mm
# Puissance : 7 W (3,3 V à 2,12 A)
Matrox
www.matrox.com